
فیلامنت چیست؟ | هر چیزی که برای انتخاب و استفاده بهینه از فیلامنت باید بدانید

در سالهای اخیر فناوری چاپ سهبعدی با روش FDM تحولی عظیم در ساخت نمونههای اولیه و قطعات نهایی ایجاد کرده است؛ اما انتخاب فیلامنت پرینتر سهبعدی مناسب اغلب برای کاربران ـ از دانشجویان و مهندسان تازهکار تا مدیران فنی کارخانهها ـ چالشی بزرگ بهحساب میآید. آیا میدانید تفاوت انواع فیلامنت در استحکام، دقت ابعادی و مقاومت حرارتی چگونه بر کیفیت چاپ شما تأثیر میگذارد؟ یا اینکه در مواجهه با مشکلاتی مانند نشتی از نازل، لایهگذاری ناهمگن و جذب بالای رطوبت چه راهحلهایی میتوانید بهکار برید؟
در این مقاله، ضمن معرفی جامع فیلامنت پرینتر سهبعدی، به بررسی کاربردهای متنوع هر متریال، نکات عملی جهت بهینهسازی چاپ و مثالهای واقعی برای حل مسائل رایج میپردازیم. با تسلط بر ویژگیهای فیلامنت و تنظیمات مناسب پرینتر، میتوانید هزینههای پروژه را کاهش داده و دوام قطعات چاپشده را بهطرز چشمگیری افزایش دهید.
برای دسترسی به مقالات تخصصیتر و منابع فنی بیشتر، حتماً از بخش وبلاگ فروشگاه چیتا یدک آسیا دیدن کنید.
فیلامنت چیست و چه کاربردی در چاپ سهبعدی دارد؟
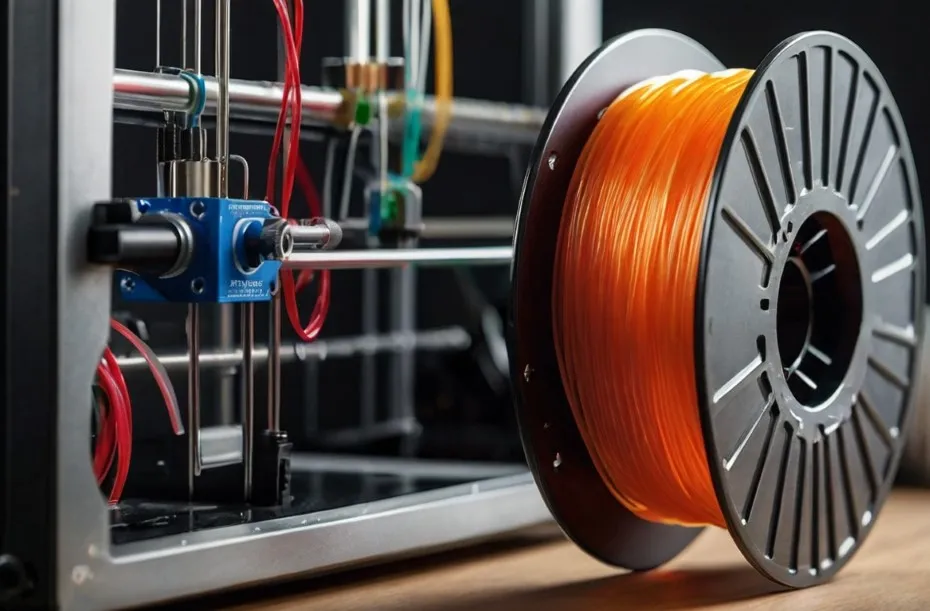
فیلامنت مادهای ترموپلاستیک است که به شکل نوارهای نازک و پیوسته تولید میشود و در چاپگرهای سهبعدی FDM نقش خوراک اصلی را دارد. این نوارها معمولاً در قطرهای ۱٫۷۵ یا ۲٫۸۵ میلیمتر روی قرقره عرضه میشوند. در فرایند چاپ، اکسترودر فیلامنت را تا نقطه ذوب گرم میکند و لایهلایه روی میز چاپ مینشاند. با سرد شدن، فیلامنت دوباره جامد شده و ساختار سهبعدی نهایی را شکل میدهد.
فیلامنتها در انواع متریال مانند PLA، ABS، PETG و TPU تولید میشوند که هر کدام ویژگیهای منحصربهفردی مثل سختی، مقاومت حرارتی، و انعطافپذیری دارند. شناخت صحیح نوع فیلامنت و تنظیم دمای اکسترودر و میز گرم متناسب با آن، میتواند از مشکلاتی مانند تابخوردگی، جدا شدن لایهها و شکنندگی قطعه جلوگیری کند و کیفیت نهایی چاپ را به طور چشمگیری بهبود بخشد.
انواع فیلامنت پرینت سهبعدی
در دنیای متنوع پرینت سهبعدی، انتخاب فیلامنت پرینتر سهبعدی مناسب، نخستین گام برای رسیدن به کیفیت مطلوب، دوام مکانیکی و صرفهجویی در هزینه و زمان است. در ادامه، با مهمترین انواع فیلامنت، ویژگیهای کلیدی، نکات فنی، مزایا و معایب هر یک آشنا میشوید تا بتوانید باتوجهبه نیاز پروژه، بهترین تصمیم را اتخاذ کنید.
۱. فیلامنت PLA
فیلامنت PLA یکی از محبوبترین متریالهای فیلامنت پرینتر سهبعدی است که بهدلیل آسانی چاپ و بوی کم شناخته میشود.
-
دمای اکسترودر: 180–220 درجه سانتیگراد
-
دمای میز گرم: 0–60 درجه سانتیگراد (اختیاری)
-
انقباض و تابیدگی: بسیار کم
مزایای فیلامنت PLA
- زیستتخریبپذیر و دوستدار محیطزیست
- رنگبندی متنوع و شفاف
- مناسب برای ساخت نمونههای اولیه تزئینی و آموزشی
معایب فیلامنت PLA
- مقاومت حرارتی محدود (حدود ۵۰–۶۰ درجه سانتیگراد)
- شکنندگی نسبی در برابر ضربه
نکات کاربردی فیلامنت PLA
- برای جلوگیری از آشفتگی رشتهها، سرعت چاپ را بین 80 – 100 میلیمتر بر ثانیه تنظیم کنید.
- استفاده از کولینگ فن قوی پس از هر لایه به بهبود جزئیات کمک میکند.
موارد استفاده فیلامنت PLA
ماکتهای معماری، انواع اسباببازی سبک و قطعات نمایشی.
۲. فیلامنت ABS
فیلامنت ABS بهخاطر استحکام و مقاومت حرارتی بالا، یکی از اصلیترین انتخابها در کاربردهای صنعتی است.
-
دمای اکسترودر: 220–250 درجه سانتیگراد
-
دمای میز گرم: 90–110 درجه سانتیگراد
-
انقباض و تابیدگی: متوسط تا بالا
مزایای فیلامنت ABS
- مقاومت حرارتی تا 120 – 150 درجه سانتیگراد
- دوام مکانیکی و ضربهپذیری مناسب
- قابلیت پرداخت و سنبادهکاری پس از چاپ
معایب فیلامنت ABS
- نیاز به هود یا اتاقک بسته برای جلوگیری از ترکخوردگی
- انتشار بوی نامطلوب و گازهای فرار
نکات کاربردی فیلامنت ABS
- استفاده از چسب یا اسپری مخصوص روی میز گرم برای چسبندگی بهتر.
- تنظیم دودکش یا هود برای تهویه هوا حین چاپ.
موارد استفاده فیلامنت ABS
قطعات مکانیکی خودرو، لوازم جانبی صنعتی، پروتوتایپهای مستحکم.
۳. فیلامنت PETG
فیلامنت PETG ترکیبی از مقاومت و سهولت چاپ PLA و ABS است.
-
دمای اکسترودر: 230–250 درجه سانتیگراد
-
دمای میز گرم: 60–80 درجه سانتیگراد
-
انقباض و تابیدگی: کم
مزایای فیلامنت PETG
- مقاومت شیمیایی و مکانیکی بالا
- جذب رطوبت پایین نسبت به سایر فیلامنتها
- شفافیت و درخشندگی مناسب
معایب فیلامنت PETG
- احتمال نخکشیدن (Stringing) در سرعتهای بالا
- نیاز به تنظیم دقیق فشار اکسترودر
نکات کاربردی فیلامنت PETG
- کاهش دمای اکسترودر تا حد ممکن برای جلوگیری از شیرابه شدن.
- تنظیم Retract و فاصله نخکشیدن برای چاپ تمیز.
موارد استفاده فیلامنت PETG
محفظههای الکترونیکی، قطعات بهداشتی، ابزارآلات آزمایشگاهی.
۴. فیلامنت TPU
فیلامنت TPU به دلیل خاصیت الاستیکی بالا، برای قطعات انعطافپذیر ایدهآل است.
-
دمای اکسترودر: 210–230 درجه سانتیگراد
-
دمای میز گرم: 30–60 درجه سانتیگراد
ویژگیها فیلامنت TPU
- سختی Shore 85A تا 95A
- قابلیت انعطاف تا چند برابر طول اصلی
مزایا فیلامنت TPU
- مقاومت به سایش و ضربه
- حفظ انعطافپذیری در دماهای پایین
معایب فیلامنت TPU
- پیچیدگی در تغذیه فیلامنت بهدلیل نرمی
- سرعت چاپ پایین (20–30 میلیمتر بر ثانیه)
نکات کاربردی فیلامنت TPU
- استفاده از اکسترودر دوقلو یا کاهنده کشش برای جلوگیری از پیچ و تاب.
- کاهش کشش (Tension) در درایو اکسترودر برای انتقال یکنواخت.
موارد استفاده فیلامنت TPU
بند ساعت، روکش گوشی، قطعات جاذب شوک.
۵. فیلامنت نایلون (PA)
نایلون بهخاطر استحکام مکانیکی و مقاومت بالا در برابر سایش و ضربه، در پروژههای مهندسی کاربردی است.
-
دمای اکسترودر: 240–260 درجه سانتیگراد
-
دمای میز گرم: 70–100 درجه سانتیگراد
ویژگیها فیلامنت نایلون
- جذب رطوبت بالا (نیاز به خشکسازی پیش از چاپ)
- انعطافپذیری نسبتاً خوب
مزایا فیلامنت نایلون
- مقاومت کششی بالا
- دوام مکانیکی در کاربردهای صنعتی
معایب فیلامنت نایلون
- مشکل در چسبندگی به میز
- نیاز مداوم به خشکنگهداشتن
نکات کاربردی فیلامنت نایلون
- خشک کردن فیلامنت در 80°C به مدت 4–6 ساعت.
- استفاده از پوشش PEI یا BuildTak برای افزایش چسبندگی.
۶. فیلامنتهای خاص (Wood Fill, Carbon Fiber, HIPS)
-
Wood Fill: مخلوط PLA و ذرات چوب؛ ظاهری شبیه چوب طبیعی و مناسب قطعات دکوراتیو.
-
Carbon Fiber Reinforced PLA/ABS: افزودن الیاف کربن برای افزایش سختی و کاهش وزن؛ مناسب قطعات پر بار.
-
HIPS (High Impact Polystyrene): غالباً بهعنوان/support برای ABS استفاده میشود؛ با لیمونن قابل حل است.
هر یک از این متریالها با تنظیمات دمایی و سرعت مناسب، میتوانند در پروژههای هنری، صنعتی یا کاربردی خاص، عملکردی بینظیر ارائه دهند.
با درک عمیق از ویژگیها، مزایا، معایب و نکات فنی انواع فیلامنت پرینتر سهبعدی، میتوانید بهترین متریال را براساس نیاز پروژه انتخاب کرده و کیفیت چاپ و دوام قطعات خود را تضمین کنید.
فیلامنت ABS چیست و چه کاربردی دارد؟
فیلامنت ABS یکی از پرکاربردترین و مستحکمترین فیلامنت پرینتر سهبعدی در صنایع مختلف است. با توجه به ترکیب شیمیایی منحصربهفرد خود، ABS مقاومت حرارتی و مکانیکی بالایی ارائه میدهد و برای قطعاتی که تحت تنشهای فیزیکی یا دمایی قرار میگیرند، بسیار مناسب است. در ادامه، به بررسی ویژگیها، مزایا، معایب و کاربردهای عملی این نوع فیلامنت میپردازیم.

1. ویژگیهای فیزیکی و شیمیایی
-
ترکیب شیمیایی: ABS از سه مونومر آکریلونیتریل، بوتادین و استایرن تشکیل میشود که هر کدام به ترتیب خواص مقاومت شیمیایی، انعطافپذیری و صلبیت را به متریال میبخشند.
-
دمای اکسترودر: 220–250 درجه سانتیگراد؛ برای رسیدن به لایههای صاف و چسبندگی مناسب، معمولاً دمای 235 درجه سانتیگراد توصیه میشود.
-
دمای میز گرم: 90–110 درجه سانتیگراد؛ میز گرم یکنواخت باعث کاهش تابخوردگی و انقباض ناهمگن لایهها میشود.
-
دانسیته: حدود 1.04 گرم بر سانتیمتر مکعب
-
انقباض حجمی: حدود 0.4–0.8%؛ این مقدار متوسط است و نیاز به تنظیم دقیق پارامترهای پرینتر دارد.
2. مزایا و معایب فیلامنت ABS
| مزایا | معایب |
|---|---|
| مقاومت حرارتی بالا تا ۹۰–۱۰۰ درجه سانتیگراد؛ مناسب قطعاتی که در محیط گرم کار میکنند | بوی نامطبوع در هنگام چاپ و نیاز به تهویه یا هود بسته |
| دوام مکانیکی و ضربهپذیری بهتر نسبت به PLA | انقباض و تابیدگی نسبی، بهویژه در قطعات با ابعاد بزرگ |
| امکان پرداخت سطح (سنبادهکاری، حلالکاری با استون) برای پرداخت یکنواخت | نیاز به مراقبت ویژه در چسبندگی به میز گرم |
| پایداری ابعادی بالا در کاربردهای مهندسی و صنعتی | انتشار گازهای VOC و نیاز به سیستم تهویه مناسب |
3. کاربردهای عملی ABS در صنایع مختلف
- خودروسازی
در تولید مدلهای مفهومی قطعات بدنه، داخل کابین و اتصالات داخلی خودرو، ABS به دلیل مقاومت حرارتی و مکانیکی بالا انتخاب محبوبی است. برای مثال، نمونههای اولیه داشبورد خودرو را میتوان با فیلامنت پرینتر سهبعدی ABS چاپ کرد و سپس پس از ارزیابی، برای قالبسازی صنعتی آماده نمود. -
تجهیزات الکترونیکی و محفظهها
ABS بهدلیل پایداری ابعادی و مقاومت در برابر ضربه، برای ساخت قاب و محفظه ابزارآلات الکتریکی و الکترونیکی استفاده میشود. به عنوان مثال، تولید سریع نمونهی بیرونی یک ریموت کنترل یا قاب دوربین مداربسته با استفاده از ABS ضمن کاهش هزینه، امکان تست عملکرد و ارگونومی را فراهم میآورد. -
قطعات صنعتی و مکانیکی
پیچها، نگهدارندهها، چرخدندههای سبک و بستها در بسیاری از خطوط تولید به کمک فیلامنت پرینتر سهبعدی ABS ساخته میشوند. این قطعات با چاپ سهبعدی سریع و تنظیم دمای اکسترودر و میز گرم دقیق، میتوانند در تستهای عملکردی تحت فشار و بارگذاری واقعی شرکت کنند. -
نوآوری در طراحی محصولات مصرفی
از لوازم خانگی گرفته تا اسباببازیهای مستحکم، ABS به دلیل امکان پرداخت سطح با حلال استون و رنگپذیری مناسب، گزینهای ایدهآل است. بهعنوان مثال، تولید نمونهی اصلی قاب یک قفل هوشمند یا پایههای چراغ مطالعه با ABS، طراحان را قادر میسازد پیش از تولید انبوه، تستهای دوام و زیباییشناسی را بهسرعت انجام دهند.
4. نکات کاربردی برای چاپ با ABS
-
تهویه و ایمنی: حتماً در محیط چاپ از سیستم هود یا دودکش استفاده کنید تا گازهای فرار ناشی از فیلامنت پرینتر سهبعدی ABS جمعآوری شوند.
-
پرایمر و چسبندگی: پیش از چاپ، میز گرم را با چسبهای مخصوص یا اسپری ABS Juice (محلول ABS در استون) آغشته کنید تا چسبندگی اولین لایه تضمین شود.
-
پوسته و پر (Shell & Infill): برای قطعات ساختاری، ضخامت پوسته (Shell) را حداقل 1.2 میلیمتر و درصد پر (Infill) را بالای 30٪ تنظیم کنید تا استحکام مطلوب حفظ شود.
-
خنککننده: فن قطعاً غیرفعال یا روی سرعت پایین (۱۰–۲۰٪) قرار گیرد تا از تابیدگی لایهها جلوگیری شود.
فیلامنت PLA چیست و چرا برای مبتدیها مناسب است؟
فیلامنت PLA یکی از پرکاربردترین و سادهترین فیلامنت پرینتر سهبعدی برای کاربران تازهکار و حرفهای است. ساختار زیستتخریبپذیر، نقطه ذوب پایین و قابلیت چاپ در دمای ملایم باعث میشود PLA بهعنوان مادۀ ایدهآل برای شروع یادگیری چاپ FDM شناخته شود. در ادامه به معرفی دقیقتر این متریال، مزایا، معایب و نکات عملی برای مبتدیها میپردازیم.

۱. ساختار و ویژگیهای پایه PLA
-
ترکیب شیمیایی: PLA از مونومرهای اسید لاکتیک تولید میشود که منشأ گیاهی (ذرت، نیشکر) دارند.
-
دمای اکسترودر: معمولاً بین 180–220 درجه سانتیگراد تنظیم میشود؛ بسته به برند و رنگ فیلامنت، میتواند تا 230 درجه سانتیگراد هم افزایش یابد.
-
دمای میز گرم: در بیشتر موارد نیازی به میز گرم نیست، اما در دماهای 40–60 درجه سانتیگراد به بهبود چسبندگی کمک میکند.
-
انقباض و تابیدگی: بهدلیل ضریب انقباض کم، مشکلات لایهگذاری ناهمگن و تابیدگی در قطعات بزرگ کاهش مییابد.
PLA بهعنوان یک فیلامنت پرینتر سهبعدی سبک و کمدردسر شناخته میشود که مناسب پروژههای آموزشی و نمونهسازی سریع است.
۲. مزایای فیلامنت PLA
- سهولت چاپ: چاپ با PLA بدون نیاز به تنظیمات پیچیده صورت میگیرد؛ حتی کاربرانی که برای نخستین بار پرینتر را راهاندازی میکنند، با چند کلیک ساده میتوانند اولین مدل خود را چاپ کنند.
- عدم نیاز به هود یا دمای محیط خاص: برخلاف ABS، PLA گازهای سمی تولید نمیکند و بوی بسیار خفیف و مطبوعی دارد؛ بنابراین در محیطهای خانگی و کلاس درس بهراحتی قابل استفاده است.
- تنوع رنگ و Finish: طیف وسیعی از رنگها و انواع متریال PLA مانند شفاف، فلورسانت و پُرشده با خردههای چوب (Wood Fill) یا فلز وجود دارد که امکان آزمون و خطا و خلاقیت را برای کاربر تازهکار بالا میبرد.
- زیستتخریبپذیری: درصورت دور ریختن، PLA بهمرور در شرایط مناسب تجزیه میشود و بار محیطزیستی کمتری نسبت به پلاستیکهای پایه نفتی دارد.
۳. معایب و محدودیتهای PLA
-
مقاومت حرارتی پایین: PLA در دماهای بالای ۵۰–۶۰ درجه سانتیگراد شروع به نرم شدن میکند و برای قطعاتی که در معرض گرما یا نور مستقیم آفتاب قرار دارند، مناسب نیست.
-
شکنندگی نسبی: برخلاف فیلامنتهای مهندسی مانند PETG یا ABS، PLA مقاومت ضربهای کمتری دارد و در کاربردهای دینامیک یا تحمل بار زیاد ممکن است شکننده باشد.
-
جذب رطوبت: نگهداری PLA در محیطهای مرطوب میتواند باعث جذب رطوبت و کیفیت پایین چاپ مانند “بمبازی” یا “بابلینگ” شود. استفاده از جعبه خشک یا کیسههای زیپدار همراه با سیلیکاژل ضروری است.
۴. نکات عملی برای چاپ موفق با PLA
-
تنظیم سرعت و دما: برای شروع، دمای اکسترودر را روی 200 درجه سانتیگراد و سرعت چاپ را روی 100 میلیمتر بر ثانیه قرار دهید. سپس برای بهبود جزئیات میتوانید دما را تا 205 درجه سانتیگراد یا سرعت را تا 80 میلیمتر بر ثانیه کاهش دهید.
-
استفاده از کولینگ فن: فعال کردن فن پس از اولین لایه (حدود 30–50٪ سرعت فن) باعث بهبود کیفیت گوشهها و جزئیات کوچک میشود.
-
آمادهسازی میز چاپ: حتی در صورت عدم نیاز به میز گرم، استفاده از چسب ماتیکی (Glue Stick) یا برچسب PEI سطحی هموار و چسبنده فراهم میکند و ریسک کنده شدن قطعه را کاهش میدهد.
-
نگهداری صحیح: بهترین روش نگهداری PLA در جعبه خشک و بهدور از رطوبت و نور مستقیم خورشید است. سیلیکاژل را هر چند هفته تعویض کنید تا کیفیت فیلامنت حفظ شود.
۵. کاربردهای متداول PLA
-
مدلهای آرشیویی و طراحی مفهومی: تولید نمونههای اولیه برای ارزیابی ابعاد و ظاهر محصول، پیش از سرمایهگذاری در قالبسازی صنعتی.
-
آموزش و پروژههای دانشگاهی: دانشجویان رشتههای مهندسی و معماری میتوانند با هزینه کم، ساخت مدلها و تجهیزات آموزشی را تجربه کنند.
-
آثار هنری و دکوراسیون: مجسمههای کوچک، تابلوها و عناصر تزئینی با PLA بهسرعت و با دقت خوب قابل تولید هستند.
بهدلیل سادگی استفاده، فیلامنت پرینتر سهبعدی PLA اولین انتخاب برای آغاز تجربه چاپ سهبعدی است. با رعایت نکات فوق، حتی کاربران بدون پیشزمینه فنی نیز میتوانند مدلهای دقیق و زیبا خلق کنند و گامی مطمئن در مسیر حرفهای شدن بردارند.
تفاوتهای کلیدی فیلامنت ABS و PLA
در میان انواع فیلامنت پرینتر سهبعدی، PLA و ABS دو گزینهی پرکاربرد و متضاد در ویژگیهای مکانیکی و حرارتی هستند. انتخاب بین این دو متریال تأثیر مستقیم بر دوام، دقت ابعادی و کاربرد نهایی قطعات شما دارد. در این بخش به بررسی تفاوتهای کلیدی این دو فیلامنت از نظر کیفیت چاپ، مقاومت مکانیکی و مقاومت حرارتی میپردازیم.

۱. مقاومت مکانیکی و ضربهپذیری
-
ABS: شاتردپذیری (Impact Strength) بالاتر و مقاومت مکانیکی بیشتر از PLA دارد. دادههای تجربی نشان میدهد که مقاومت ضربه ABS حدود 25–35 کیلوژول بر متر مربع است، در حالی که PLA حدود 15–20 کیلوژول بر متر مربع میباشد. این تفاوت موجب میشود که فیلامنت پرینتر سهبعدی ABS برای قطعاتی که در معرض ضربه یا بارگذاری دینامیک قرار میگیرند، مانند چرخدندههای سبک یا قطعات مکانیکی مصرفی مناسبتر باشد.
-
PLA: هرچند شکنندگی بیشتری دارد، اما با افزایش درصد پر (Infill) و ضخامت پوسته (Shell) میتوان تا حدودی بر شکنندگی آن غلبه کرد. بهطور معمول PLA برای مدلهای بدون تنش مکانیکی یا تزئینی کاربرد بهتری دارد.
۲. مقاومت حرارتی و پایداری ابعادی
-
ABS: دمای نرمشدن HDT آن در حدود ۹۰–۱۰۰ درجه سانتیگراد است. این ویژگی باعث میشود قطعات چاپشده با ABS در محیطهای گرم یا زیر بار گرمای موتور و تجهیزات الکتریکی پایدار باقی بمانند. بهعنوان مثال، قاب قطعات رباتیک یا محفظههای الکترونیکی برای صنایع خودرو و الکترونیک معمولاً از فیلامنت پرینتر سهبعدی ABS تهیه میشوند.
-
PLA: دمای نرمشدن آن بین ۵۰–۶۰ درجه سانتیگراد است. بنابراین در محیطهای با دمای بالا یا در معرض نور خورشید مستقیم، ممکن است قطعات PLA دفرمه شده و شکل خود را از دست بدهند. PLA بیشتر برای کاربردهای داخلی و نمونهسازی نمایشی مناسب است.
۳. دقت ابعادی و کیفیت سطح
-
PLA: بهدلیل انقباض کم و رفتار یکنواخت هنگام ذوب، جزئیات سطحی دقیقتر و لبههای تیزتری ارائه میدهد. با فعال کردن کولینگ فن و سرعت چاپ متوسط (۴۰–۶۰ میلیمتر بر ثانیه)، سطح چاپشده با فیلامنت پرینتر سهبعدی PLA براق و هموار خواهد بود.
-
ABS: به علت انقباض حجمی بالاتر، گاهی لبهها دچار ناهمواری و تابیدگی میشوند. با این حال، قابلیت پسپرداخت (sanding) و حلکاری با استون میتواند کیفیت سطح را بهطور چشمگیری بهبود دهد و لبههای نرم و یکنواخت تولید کند.
۴. چسبندگی لایه و لایهلایه شدن
-
ABS: چسبندگی بین لایهای قویتری دارد؛ زیرا دمای چاپ بالاتر و میز گرم باعث ذوب بهتر لایههای قبلی میشود. با این وجود، کاهش ناگهانی دما یا تهویه نامناسب ممکن است منجر به ترکخوردگی لایهها شود.
-
PLA: اگرچه دمای چاپ پایینتر است، اما به دلیل انقباض کم، لایهها بهسادگی از یکدیگر جدا نمیشوند. استفاده از فن مناسب و تنظیم دما، چسبندگی مطلوب بین لایهای را تضمین میکند.
۵. کاربرد نهایی و هزینهها
-
ABS: با هزینهی متوسط تا بالاتر نسبت به PLA، برای تولید قطعات نهایی صنعتی و کاربردی توجیه اقتصادی دارد. بهویژه در بخشهایی که نیاز به دوام حرارتی و مکانیکی است، سرمایهگذاری روی فیلامنت پرینتر سهبعدی ABS توجیهپذیر است.
-
PLA: بهدلیل قیمت پایین و سهولت چاپ، برای نمونهسازی سریع و پروژههای آموزشی یا تزئینی بسیار مناسب است. اگر پروژه شما بهدنبال کاهش هزینه و سرعت بالای اجرای نمونه است، PLA بهترین انتخاب خواهد بود.
فیلامنت PETG چیست و چه مزایایی نسبت به سایر متریالها دارد؟
فیلامنت PETG ترکیبی از مقاومت و سهولت چاپ فیلامنت پرینتر سهبعدی PLA و استحکام حرارتی ABS محسوب میشود. این متریال بهدلیل جذب رطوبت پایین، مقاومت شیمیایی مطلوب و شفافیت خوب، در بسیاری از پروژههای مهندسی، پزشکی و مصرفی جایگاه ویژهای پیدا کرده است.
1. تعریف و ساختار فیلامنت PETG
-
ترکیب شیمیایی: PETG از پلیاتیلن ترفتالات با افزودنی گلیکول ساخته میشود که باعث کاهش تردی و افزایش انعطاف میشود.
-
نقطه ذوب: بین 230–250°C؛ این محدوده دمایی امکان چاپ دقیق و چسبندگی لایهای مناسب را فراهم میکند.
-
ویژگیهای فیزیکی: دانسیته حدود 1.27 گرم بر سانتیمتر مکعب، ضریب انقباض کم و سختی Shore D 70–80.
2. مزایای اصلی فیلامنت PETG در مقایسه با سایر فیلامنتها
-
مقاومت مکانیکی و شیمیایی بالا: PETG مقاومت کششی بالاتری نسبت به PLA و ABS دارد. در تستهای استاندارد ASTM D638، مقاومت کششی PETG حدود 50–55 مگاپاسکال اندازهگیری میشود که در مقابل PLA (حدود 50 مگاپاسکال) و ABS (حدود 40 مگاپاسکال) برتری محسوسی نشان میدهد. این فیلامنت پرینتر سهبعدی برای قطعاتی که در مجاورت مواد شیمیایی یا شرایط محیطی متغیر قرار میگیرند، ایدهآل است.
-
شفافیت و زیبایی سطح: برخلاف ABS، PETG میتواند تا حدود زیادی شفاف و درخشنده چاپ شود. تولید پروتوتایپهای شیشهمانند مانند محفظه چراغهای LED و حفاظهای محافظ الکترونیکی از کاربردهای رایج است.
-
انقباض کمتر و چسبندگی بهتر: درصد انقباض حجمی PETG در حدود 0.2–0.5% است که نزدیک PLA و کمتر از ABS است. این موضوع باعث کاهش تابیدگی در قطعات بزرگ و افزایش پایداری ابعادی میشود. همچنین چسبندگی لایهها عالی است و احتمال لایهلایه شدن (Delamination) به حداقل میرسد.
-
مقاومت به رطوبت و جذب آب پایین: PETG نسبت به نایلون و PLA رطوبت کمتری جذب میکند که کیفیت چاپ یکنواختتری ارائه میدهد و نیاز به خشکسازی مداوم را کاهش میدهد.
3. معایب و چالشهای فیلامنت PETG
-
Stringing (نخکشیدن): بهدلیل ویسکوزیته پایین در حالت مذاب، PETG در سرعتهای بالا ممکن است نخکشیده و رشتههای نازک بین بخشهای جدا افتاده ایجاد کند.
-
چسبندگی زیاد به نازل: گاهی PETG به نازل اکسترودر میچسبد که میتواند منجر به گرفتگی و قطعی جریان شود.
-
تنظیم دقیق پارامترها: نیاز به کالیبراسیون دمای اکسترودر و Retract مناسب برای چاپ تمیز و یکنواخت.
4. نکات کاربردی برای چاپ با فیلامنت PETG
-
دما: 240–245 درجه سانتیگراد برای اکسترودر و 70–80 درجه سانتیگراد برای میز گرم بهترین نقطه شروع است.
-
سرعت چاپ: 40–60 میلیمتر بر ثانیه؛ برای کاهش Stringing میتوانید سرعت Retract را افزایش دهید (4–6 میلیمتر).
-
کولینگ: فن را روی 20–30٪ تنظیم کنید تا جزئیات حفظ و از ترکخوردگی جلوگیری شود.
-
سطح چاپ: استفاده از نوار آبی (Blue Tape) یا چسب ماتیکی برای چسبندگی اولیه مناسب است.
5. کاربردهای عملی فیلامنت PETG در صنایع مختلف
-
صنعت پزشکی: تولید قطعات آزمایشگاهی مانند لولهنگهدار و فیلتر نگهدارنده که نیاز به مقاومت شیمیایی دارند.
-
الکترونیک: محفظه و رابطهای الکترونیکی بهدلیل استحکام و شفافیت.
-
مصرفی و تزئینی: آویزهای دکوراتیو شفاف، لوازم آشپزخانه مانند نگهدارنده قاشق و لیوان.
-
خودروسازی: قطعات داخلی سبک با نیاز به استحکام متوسط.
فیلامنت XFlex و کاربرد آن
فیلامنت XFlex یکی از انواع تخصصی فیلامنت پرینتر سهبعدی با خاصیت ارتجاعی بالا و برگشتپذیری مناسب است که برای ساخت قطعات منعطف و مقاوم در برابر خستگی چرخهای طراحی شده. این متریال تلفیقی از TPU و الیاف تقویتکننده است تا علاوه بر انعطافپذیری، استحکام کششی قابل توجهی ارائه دهد.
1. ساختار و ویژگیهای فیزیکی فیلامنت XFlex
-
ترکیب شیمیایی: پایه TPU با افزودنیهای نانوذرات سیلیکایی یا الیاف PET برای افزایش برگشتپذیری و ثبات ساختاری
-
سختی Shore: معمولاً بین 85A تا 95A، بسته به درصد تقویتکنندهها
-
نقطه ذوب مؤثر: 210–230 درجه سانتیگراد
-
دانسیته: حدود 1.10–1.20 گرم بر سانتیمتر مکعب
-
استحکام کششی: 20–30 مگاپاسکال با کشآمدگی بیش از 300%
2. مزایا و معایب فیلامنت XFlex
| مزایا | معایب |
|---|---|
| انعطافپذیری بالا و برگشت به شکل اولیه پس از خمش | نیاز به اکسترودر پیشرفته با فشار کنترلشده و کشش دقیق |
| مقاومت به خستگی چرخهای مناسب برای قطعات متحرک | سرعت چاپ پایین (20–30 میلیمتر بر ثانیه) |
| خاصیت نگهداری شکل و مقاومت مکانیکی بیشتر نسبت به TPU خالص | احتمال گرفتگی نازل در صورت تنظیم نادرست دما یا سرعت Retract |
| مقاومت به سایش و پارگی در کاربردهای دینامیک | هزینهی بالاتر نسبت به فیلامنتهای معمولی مانند PLA و ABS |
3. نکات کاربردی برای چاپ با XFlex
-
دمای اکسترودر: 220 درجه سانتیگراد توصیه میشود تا ذوب یکنواخت و چسبندگی مناسب بین لایهای حفظ شود.
-
دمای میز گرم: 40–60 درجه سانتیگراد برای افزایش چسبندگی لایه اول به سطح.
-
سرعت چاپ: حداکثر 25–30 میلیمتر بر ثانیه؛ کاهش سرعت از نخکشیدن (Stringing) جلوگیری میکند.
-
تنظیم Retract: طول کوتاه (1–2 میلیمتر) و سرعت پایین (20–30 میلیمتر بر ثانیه) برای جلوگیری از گیرکردن فیلامنت.
-
روش تغذیه: استفاده از اکسترودر دوتایی با کالیبراسیون دقیق کشش فیلامنت به بهبود پیوستگی و کاهش ریسک گرهخوردن کمک میکند.
4. کاربردهای عملی XFlex
-
قطعات پوششی و روکشها: روکشهای محافظ کابل، گریپ ابزارها و دستههای ارگونومیک دستگاهها
-
قطعات متحرک و مکانیزمهای انعطافپذیر: پمپهای دیافراگمی، مهرههای ارتجاعی و چرخدندههای نرم برای رباتهای سبک
-
ابزارهای پزشکی: قالبهای سیلیکونی پزشکی موقتی، بندهای الاستیک ایمپلنتهای دندانپزشکی و محافظهای پوشاننده زخم
-
قطعات جاذب شوک و ارتعاش: دمپرها، واشرهای انعطافپذیر و قطعات کنترللرزش در صنایع خودروسازی و هوافضا
با بهرهگیری از فیلامنت پرینتر سهبعدی XFlex و رعایت تنظیمات دقیق پرینتر، میتوانید قطعات انعطافپذیر و مقاومی تولید کنید که در پروژههای دینامیک و صنعتی عملکرد برجستهای دارند.
راهنمای کامل انتخاب فیلامنت
در این بخش، تمامی مراحل و اصول انتخاب فیلامنت پرینتر سهبعدی را بهصورت جامع و عملیاتی مرور میکنیم تا بتوانید متریال مناسب پروژههای خود را با اطمینان کامل برگزینید:

۱. مشخص کردن نیازمندیهای پروژه
-
بارگذاری مکانیکی: تعیین کنید قطعه تحت چه نوع بار—فشاری، کششی یا ضربهای—قرار میگیرد.
مثال: برای نگهدارندههای سنگین در آزمایشگاه، فیلامنت پرینتر سهبعدی PETG با مقاومت کششی حدود 50–55 مگاپاسکال مناسب است. -
شرایط محیطی: محدوده دمای کارکرد، تماس با مواد شیمیایی یا قرارگیری در فضای باز را بررسی کنید.
مثال: قطعاتی که در دمای بالای ۶۰ درجه سانتیگراد کار میکنند را با ABS (HDT 90–100°C) چاپ نمایید. -
کاربری نهایی: تشخیص دهید که آیا قطعه صرفاً تزئینی است یا کاربرد مهندسی دارد.
مثال: برای مدلهای نمایشگاهی و تزئینی PLA و برای قطعات کاربردی و صنعتی ABS یا PETG را انتخاب کنید.
۲. ارزیابی ویژگیهای فنی فیلامنتها
-
مقاومت مکانیکی: مقایسهای اجمالی از مقاومت کششی، ضربهپذیری و سختی بین PLA، ABS، PETG، TPU و XFlex.
-
ثبات حرارتی: دمای نرمشدن هر متریال (HDT):
-
PLA: حدود 50–60°C
-
ABS: حدود 90–100°C
-
PETG: حدود 75–80°C
-
-
انقباض و تابیدگی: فیلامنتهایی با انقباض کمتر (PLA، PETG) برای قطعات دقیق و با ابعاد بزرگ ایدهآلاند.
۳. تنظیمات چاپ و پسپردازش
-
دمای اکسترودر و میز گرم:
-
PLA: 200°C / 0–60°C
-
ABS: 235°C / 90–100°C
-
PETG: 245°C / 70–80°C
-
-
سرعت چاپ و Retract: سرعت بهینه برای جلوگیری از نخکشیدن و لایهلایه شدن.
-
پسپردازش: روشهای سنبادهکاری، حلکاری با استون (برای ABS) یا پوشش محافظ برای افزایش دوام و زیبایی سطح.
۴. ملاحظات اقتصادی و لجستیکی
-
هزینه هر کیلوگرم:
-
ABS: اقتصادیترین گزینه
-
PLA و PETG: هزینه بالاتر ولی با بازدهی صنعتی
-
-
دسترسی و برندها: بررسی موجودی و قیمت برندهای معتبر در فروشگاه چیتا یدک آسیا.
-
ضایعات و نگهداری: برنامهریزی برای خشکسازی و نگهداری فیلامنت (جعبه خشک، سیلیکاژل) جهت کاهش هدررفت.
۵. چکلیست نهایی انتخاب فیلامنت
-
نیازمندیهای مکانیکی و حرارتی پروژه شفاف شده باشد.
-
ویژگیها و محدودیتهای هر متریال مستندسازی شده باشد.
-
تنظیمات چاپ آزمایشی برای متریال منتخب آزموده شده باشد.
-
ابعاد اقتصادی—هزینه، دسترسی و نگهداری—محاسبه و تأیید شده باشد.
-
ضایعات احتمالی به حداقل رسیده و روش نگهداری مناسب اتخاذ شده باشد.
با دنبال کردن این راهنما، میتوانید در هر پروژه—چه نمونهسازی سریع و چه تولید صنعتی—بهینهترین فیلامنت پرینتر سهبعدی را انتخاب کرده و کیفیت، دوام و کارایی قطعات خود را بهطور چشمگیری ارتقا دهید.
چگونه فیلامنت TPU نرم و انعطافپذیر را بهدرستی پرینت کنیم؟
چاپ موفق قطعات منعطف با فیلامنت پرینتر سهبعدی TPU نیازمند تنظیمات دقیق پرینتر و استفاده از تکنیکهای ویژه است. TPU بهدلیل خاصیت الاستیکی بالا و نرم بودن، مستعد گیرکردن در اکسترودر و ایجاد مشکلاتی مانند کشآمدگی یا قطعی جریان است. در این بخش، گامبهگام روشهای بهینه چاپ TPU را بررسی میکنیم.
۱. انتخاب و آمادهسازی فیلامنت
-
خشکسازی فیلامنت: TPU رطوبت را جذب میکند که منجر به حبابزدگی (bubbling) در خروجی میشود. پیش از چاپ، فیلامنت را بهمدت ۴–۶ ساعت در دمای 50°C خشک کنید. در صورت امکان، از بوکس خشک در حین چاپ نیز استفاده کنید.
-
بررسی قطر و یکنواختی: مطمئن شوید قطر TPU در محدوده ±0.05 میلیمتر باشد تا از نوسانات ناگهانی جریان جلوگیری شود.
۲. تنظیمات دمای اکسترودر و میز گرم
-
دمای اکسترودر: بهترین محدوده برای فیلامنت پرینتر سهبعدی TPU بین 210–230°C است. دمای پایینتر باعث انسداد نازل و دمای بالاتر باعث کشآمدن بیش از حد فیلامنت میشود.
-
دمای میز گرم: تنظیم 30–50°C برای افزایش چسبندگی لایه اول کافی است. در صورت چسبندگی کم میتوانید از چسب ماتیکی یا نوار بلو—تِیپ استفاده کنید.
۳. تنظیمات مکانیکی و سرعت چاپ
-
سرعت چاپ: سرعت بهینه چاپ TPU حدود 20–30 میلیمتر بر ثانیه است. سرعتهای بالاتر باعث بروز مشکلات کشآمدگی و ناصافی سطح میشوند.
-
تنظیمات Retract: طول Retract را روی 1–2 میلیمتر و سرعت آن را روی 20–30 میلیمتر بر ثانیه تنظیم کنید تا از ایجاد گره یا بستهشدن مسیر فیلامنت جلوگیری شود.
-
فشار فیدر (Tension): فشار اکسترودر را بسیار کم کنید؛ فشار زیاد موجب خمیدگی و گیرکردن TPU در درایو چرخدندهها میشود.
۴. پشتیبانی و طراحی قطعه
-
جهتگیری چاپ: قطعاتی با انحنای شدید را طوری قرار دهید که کمتر به بریج و پشتیبانی نیاز داشته باشند.
-
تنظیم پشتیبانی (Supports): از پشتیبانی با فاصله ۰.۸–۱ میلیمتر استفاده کنید تا جدا کردن آن بهسادگی انجام شود و به سطح منعطف آسیب نزند.
۵. نکات عملی و رفع ایرادات
-
رفع Stringing: با افزایش سرعت Retract و کاهش دمای اکسترودر تا 5°C و فعالکردن کویلینگ فن (۲۰–۳۰٪)، نخکشیدن فیلامنت کاهش مییابد.
-
بهبود چسبندگی لایهها: چاپ با چند لایه اولیه ضخیم (۳–۴ لایه) و کاهش لرزش پرینتر باعث تقویت پیوند میان لایهها میشود.
-
کنترل کیفیت: پس از چاپ، قطعه را در حالت آرام بگذارید تا از انقباض ناگهانی و تغییر شکل جلوگیری شود.
با رعایت این تنظیمات و نکات، میتوانید قطعات نرم، انعطافپذیر و با کیفیت بالا را با فیلامنت پرینتر سهبعدی TPU تولید کنید و از مزایای مقاومت به سایش و برگشتپذیری آن بهرهمند شوید.
بهترین روش خشککردن و نگهداری فیلامنت برای جلوگیری از رطوبت
در نگهداری فیلامنت پرینتر سهبعدی، رطوبت دشمن اصلی کیفیت چاپ است؛ جذب آب موجب پوستهپوسته شدن، حبابزدگی و کاهش استحکام مکانیکی میشود. در این بخش، روشهای اصولی خشککردن و نگهداری فیلامنت را مرور میکنیم تا همیشه فیلامنتی خشک و آماده چاپ داشته باشید.
۱. شناسایی نشانههای جذب رطوبت
-
صدای ترقترق هنگام چاپ (Popping): حبابهای ریز میترکند و صدای کوچک تولید میشود.
-
بمبازی (Bubbling): خروج حبابهای بخار از سطح فیلامنت هنگام اکسترود.
-
سطح مات و ناصاف: لایهها بهخوبی به هم نمیچسبند و سطح چاپ زبر میشود.
این علائم نشان میدهد که فیلامنت پرینتر سهبعدی شما رطوبت جذب کرده و نیاز به خشککردن دارد.
۲. روشهای خشککردن فیلامنت
استفاده از آون خانگی یا صنعتی
-
دمای پیشنهادی:
-
PLA: 40–45°C
-
PETG: 50–55°C
-
ABS: 60–65°C
-
نایلون و TPU: 70–80°C
-
-
زمان خشککردن: بسته به مقدار رطوبت، 4–8 ساعت
-
نکته: دمای بالا (>80°C) ممکن است شکل هندسی اولیه فیلامنت را تغییر دهد.
کیت خشکسازی اختصاصی
-
دستگاههای Dry Box با کنترل دما و رطوبت داخلی (10–20% RH)
-
قابلیت قرار دادن چندین اسپلول همزمان
-
مزیت: عدم نیاز به نظارت مداوم و یکنواخت نگهداشتن فیلامنت
کیسه زیپدار و سیلیکاژل
-
قرار دادن اسپلول در کیسه زیپدار بههمراه بستههای سیلیکاژل
-
تعویض سیلیکاژل: هر 4–6 هفته یکبار
-
مزیت: روش ساده و کمهزینه برای نگهداری فیلامنت پرینتر سهبعدی در محیطهای اداری یا خانگی
۳. شرایط ایدهآل نگهداری
-
دمای محیط: 15–25°C
-
رطوبت نسبی: کمتر از 20% RH
-
نور مستقیم خورشید: جلوگیری از قرارگیری در معرض UV برای حفظ رنگ و خواص مکانیکی
-
چیدمان: قرار دادن اسپلولها بهصورت عمودی روی قفسه و عدم قرارگیری زیر اشیاء سنگین
۴. نکات تکمیلی و چکلیست
-
پس از هر بار استفاده، فیلامنت را بلافاصله در کیت خشک یا کیسه زیپدار قرار دهید.
-
پیش از چاپ، اسپول را ۳۰ دقیقه در کیت Dry Box گرم کنید.
-
در صورت مشاهده علائم رطوبت، ابتدا یک تست چاپ کوتاه (20×20 میلیمتر) انجام دهید.
-
سیلیکاژل و دستگاه خشککن را منظم بررسی و شارژ کنید.
با رعایت این روشها و نگهداری اصولی فیلامنت پرینتر سهبعدی، میتوانید کیفیت چاپ را بالا برده، نقصهای ناشی از رطوبت را به صفر برسانید و عمر مفید متریالتان را تا حد قابل توجهی افزایش دهید.
تنظیمات دمای اکسترودر و میز گرم برای انواع فیلامنت
تنظیم دقیق دمای اکسترودر و میز گرم، کلید دستیابی به چاپ با کیفیت و پایدار در فیلامنت پرینتر سهبعدی است. هر نوع فیلامنت نیازمند محدودهی دمایی خاصی است که بر چسبندگی لایهای، دقت ابعادی و جلوگیری از عیوبی مانند تابخوردگی و جداشدگی لایهها تأثیر مستقیم دارد. در این بخش، برای شش متریال پُرکاربرد، دماهای بهینه و نکات کاربردی را بررسی میکنیم.

۱. فیلامنت PLA
-
دمای اکسترودر: 190–210 درجه سانتیگراد
مثال: در چاپ مدلهای معماری با فیلامنت پرینتر سهبعدی PLA سفید، دمای 200°C چسبندگی عالی و حداقل رشتهکشیدن (stringing) را فراهم میکند.
-
دمای میز گرم: 0–60 درجه سانتیگراد (اختیاری)
-
برای قطعات کوچک (<50 میلیمتر)، میتوانید از میز سرد استفاده کنید.
-
برای افزایش چسبندگی در قطعات بزرگ، میز را روی 50 درجه سانتیگراد تنظیم نمایید.
-
۲. فیلامنت ABS
-
دمای اکسترودر: 230–250 درجه سانتیگراد
مثال: برای چاپ پوسته محافظ الکترونیکی با فیلامنت پرینتر سهبعدی ABS مشکی مات، دمای 240°C و سرعت متوسط 50 mm/s لایهای یکنواخت تولید میکند.
-
دمای میز گرم: 90–110 درجه سانتیگراد
-
استفاده از روکش PEI یا پوشش اسپری ABS Juice برای جلوگیری از تابخوردگی الزامی است.
-
۳. فیلامنت PETG
-
دمای اکسترودر: 230–245 درجه سانتیگراد
مثال: برای تولید محفظهی شفاف LED با PETG شفاف، تنظیم دمای 240°C و میز گرم 80°C به ثبات ابعادی و عدم تغییر شکل کمک میکند.
-
دمای میز گرم: 70–80 درجه سانتیگراد
-
کاهش دمای میز به 70 درجه سانتیگراد برای قطعات ظریف و افزایش تا 80 درجه سانتیگراد برای قطعات بزرگ توصیه میشود.
-
۴. فیلامنت TPU
-
دمای اکسترودر: 210–230 درجه سانتیگراد
مثال: در چاپ روکش گوشی با فیلامنت پرینتر سهبعدی TPU، دمای 220 درجه سانتیگراد و میز گرم 40 درجه سانتیگراد ترکیبی از چسبندگی خوب و حفظ خاصیت انعطافپذیری است.
-
دمای میز گرم: 30–50 درجه سانتیگراد
-
در صورت عدم چسبندگی کافی، از چسب ماتیکی یا نوار بلو-تیپ کمک بگیرید.
-
۵. نایلون (PA)
-
دمای اکسترودر: 240–260 درجه سانتیگراد
مثال: برای چاپ چرخدندههایی با Nylon 618، دمای 250 درجه سانتیگراد و میز گرم 80 درجه سانتیگراد مانع از جداشدگی لایهها میشود.
-
دمای میز گرم: 70–90 درجه سانتیگراد
-
خشکسازی پیش از چاپ (80 درجه سانتیگراد بهمدت 4 ساعت) ضروری است تا از حبابزنی جلوگیری شود.
-
۶. فیلامنتهای تقویتشده (Carbon Fiber, Glass Fiber)
-
دمای اکسترودر: 210–240 درجه سانتیگراد
مثال: در استفاده از PLA-CF (PLA تقویتشده با الیاف کربن)، دمای 220°C و میز گرم 60°C بهترین نتایج را در کنار نوک نازل سخت (Hardened) میدهد.
-
دمای میز گرم: 50–70 درجه سانتیگراد
نکات کلی برای تمام فیلامنتها
- کالیبراسیون دما: هر برند ممکن است تفاوتهای جزئی در بهترین دما داشته باشد؛ پیش از چاپ نهایی، پنچ نقطهای (مثلاً 190، 200، 210، 220 و 230°C) را آزمایش کنید.
- دمای اتاق: در فصول سرد یا محیطهای پر از جریان هوا، استفاده از کِیس بسته (Enclosure) یا کاهش سرعت فن ضروری است.
- مرحلهی تست: مدلهای کوچک تست (20×20×20 mm) را با تنظیمات مختلف چاپ کنید تا بهترین ترکیب دما و سرعت را پیدا کنید.
با رعایت دقیق دمای اکسترودر و میز گرم برای هر نوع فیلامنت پرینتر سهبعدی، میتوانید چاپهای خود را بهینه کنید و از عیوب رایج جلوگیری نمایید.
بررسی برندهای پرفروش فیلامنت در بازار ایران و جهان
انتخاب فیلامنت پرینتر سه بعدی مناسب، یکی از مهمترین مراحل در بهدست آوردن کیفیت مطلوب و دوام بالای قطعات چاپشده است. در این مقاله به بررسی برندهای پرفروش فیلامنت در بازار ایران و جهان میپردازیم. کلیدواژه «فیلامنت پرینتر سه بعدی» بهطور مداوم در متن گنجانده شده است تا تأکید ویژهای بر اهمیت این ماده اولیه در چاپ FDM داشته باشیم.
1. برندهای پرفروش داخلی
در بازار ایران، شرکت ایکستروژن بهعنوان بزرگترین تولیدکننده فیلامنت پرینتر سه بعدی شناخته میشود. تمامی محصولات این برند بر پایه فناوری اکستروژن تولید میشود و شامل متریالهای اصلی زیر است:
-
PLA+ و PLA+ مات: مناسب برای چاپ سریع و بدون بو، دارای دقت هندسی بالا.
-
PLA اقتصادی: برای کارگاهها و پرینتهای حجیم با صرفه اقتصادی بیشتر.
-
ABS+ و ABS Premium: با مقاومت حرارتی و مکانیکی بالا، مناسب برای قطعات صنعتی.
-
PETG: ترکیبی از مقاومت ABS و سهولت چاپ PLA، با شفافیت قابل تنظیم.
-
XFLEX (Flexible): فیلامنت انعطافپذیر با قابلیت چاپ آسان و تحمل تنشهای مکانیکی متوسط.
-
WOOD: حاوی پودر چوب برای ایجاد ظاهری شبیه به چوب طبیعی در قطعات چاپشده.
تمامی رولهای ایکستروژن در قطر ۱.۷۵ میلیمتر و وزن ۱ کیلوگرم تولید شده و در رنگهای متنوع عرضه میشوند. پشتیبانی گسترده در سراسر ایران، قیمت رقابتی و تضمین اصالت کالا از مزایای کلیدی برند ایکستروژن است.
2. برندهای پرفروش جهانی
eSun
-
یکی از قدیمیترین تولیدکنندگان فیلامنت پرینتر سه بعدی در چین است.
-
کیفیت یکنواخت، تنوع بالا در متریال (PLA, ABS, PETG, TPU) و رنگبندی متنوع از نقاط قوت آن به شمار میآید.
-
قیمت رقابتی و دسترسی آسان در بسیاری از فروشگاههای آنلاین جهانی.
Hatchbox
-
شهرت اصلی آن در بازار آمریکا است و بیشتر به خاطر PLA با کیفیت و قیمت مناسب شناخته میشود.
-
قطر دقیق رشتهها (1.75 و 2.85 میلیمتر) به چاپ پایدار و بدون مشکل نازلی کمک میکند.
Prusament (Prusa Research)
-
فیلامنت اختصاصی شرکت پرینترساز Prusa، با تمرکز بر کنترل کیفیت بسیار دقیق
-
ارائه گزارش کامل از دمای ذوب، تلورانس قطر و فکتورهای فرآیند چاپ برای هر رول
-
مناسب برای کاربران حرفهای که نیاز به تکرارپذیری دقیق دارند.
ColorFabb
-
برند اروپایی با تنوع ویژهای از فیلامنتهای ترکیبی (مثل PLA/PHA و مبتنی بر چوب)
-
شهرت برای رنگهای خاص و اَفِکتهای ظاهری منحصربهفرد
-
اغلب توسط هنرمندان و طراحان صنعتی انتخاب میشود.
Fillamentum
-
تولیدکننده اروپایی دیگر با تمرکز بر وضوح رنگ و خواص مکانیکی بالا
-
انواع PLA, ABS, PETG و فیلامنتهای خاصی مثل PLA Luminous یا PETG XT میتواند برای پروژههای تخصصی مورد استفاده قرار گیرد.
Ultimaker
-
علاوه بر پرینتر، تولید فیلامنت اختصاصی با کنترل کیفیت بالا
-
قیمت نسبتا بالاتر ولی تضمین عملکرد بهینه با دستگاههای Ultimaker
در نهایت، هنگام انتخاب فیلامنت پرینتر سه بعدی باید معیارهایی مانند سازگاری با پرینتر، سطح کیفیت و تلورانس قطر، خواص مکانیکی و حرارتی، همچنین بودجه مد نظر قرار گیرد. برندهای جهانی میتوانند تضمین تنوع و کنترل کیفیت دقیقتری ارائه دهند، اما در بازار داخلی، تولیدات اکستروژن با قیمت مناسب و دسترسی آسان، گزینهای ارزشمند برای کاربران علاقهمند به پرینت سه بعدی بهشمار میروند.
انتخاب مناسب فیلامنت پرینتر سهبعدی یکی از کلیدیترین مراحل در موفقیت پروژههای چاپ سهبعدی است؛ چه برای یک دانشجوی تازهکار، چه برای مهندسی در حال تولید یک قطعه صنعتی. این مقاله با هدف راهنمایی دقیق و کاربردی، سعی کرد تا به همهی ابعاد موضوع بپردازد؛ از معرفی کامل فیلامنت و بررسی انواع پرکاربرد آن مانند PLA، ABS، PETG و TPU گرفته تا تفاوتهای عملکردی، نحوه تنظیم دمای مناسب و روشهای اصولی نگهداری.
اگر هنوز در انتخاب بهترین متریال برای پروژهتان تردید دارید یا نیاز به راهنمایی بیشتر در تنظیمات دستگاه و خرید دارید، تیم مشاورهی تخصصی فروشگاه چیتا یدک آسیا آماده است تا به صورت رایگان شما را راهنمایی کند. کافی است با ما تماس بگیرید یا از بخش محصولات فروشگاه دیدن کنید تا بهترین فیلامنت متناسب با نیازتان را تهیه نمایید.